
服务热线:
0755-23505340
服务热线:
0755-23505340
联系人:陈先生
手 机:13217050505
座 机:0755-23505340
邮 箱:5778342@qq.com
网 址:www.gdaikd.com
地 点:深圳市宝安区燕罗街道塘下涌社区广田路242号8D

零售光学测头接收器为客户提供自动分中找正功能,提高产能和良率;解决产品变现与尺寸不一致导致的良率下降问题;实现少人智能化生产,降低人员成本。加工中心/高光机应用:应用汉测测头,通过宏程序,可实现各种测量功能:X/Y/Z单面测量,凸台/凹槽测量,柱/孔测量,抽检,公差判定,自动补偿等。光学测头接收器安装车床/磨床应用:应用汉测测头,通过宏程序,零件内径/外径尺寸测量,内圆/外圆的中心偏差测量,基准坐标系更新,抽检,公差判定,自动补偿等。可配合车床自动送料/取件系统,可实现无人化智能化加工。

降低废品率。与使用零售光学测头接收器无线机床测头相比,手动设置机器的废品率可以达到20%以上。填补技术差距,使用无线机床测头可以弥补技术人员不足造成的生产力限制问题。降低成本,可以减少照顾机器的技术人员数量,减少工资费用。缩短设置时间,可以进行自动检测,比手动方法快几倍,从而节省了更多的加工时间。机器利用率更高,自动化顺序的测定意味着机器无需等待操作员手动指定即可重新开始工作。可以提高预测的准确性,估算设置所需的时间,提前制定生产计划。缩短制造周期,建立快速、自动和可重复的切割操作。光学测头接收器安装改善收入和利润,防止陷入低价竞争升级价值链,在新的市场和产品类别投标,赢得更高的合同。提高灵活性,更快地应对变化的过程

能自动识别机床精度误差,零售光学测头接收器自动补偿机床精度;代替人工做自动分中、寻边、测量,自动修正坐标系,自动刀补;对大型复杂零件在机床上直接进行曲面的测量;能提升现有机床的加工能力和精度,大型单件产品在线修正一次完成,不再二次装夹返工修补;比对测量结果并出报告;提高生产效率、提升制造品质确保产品合格率;光学测头接收器安装降低做零件基准的制造成本及外型加工工序;批量分中一次完成,首件调机、打样、确定生产方案方便快捷;减少机床辅助时间,降低制造成本。

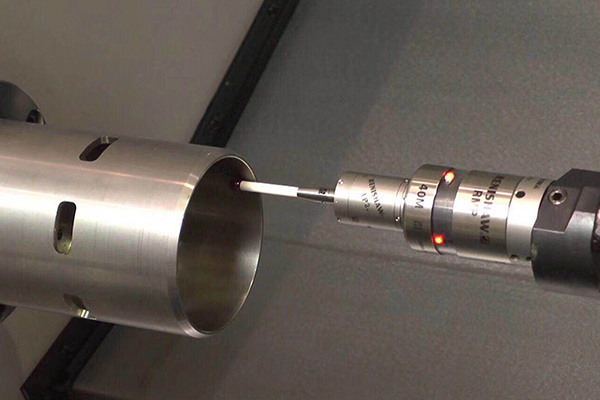
零售光学测头接收器机床测头可以用于机床几何误差的检测。传统的几何误差识别方法是用激光干涉仪和球杆仪进行。这种方法较为成熟也是大部分机床生产厂商在用的方法。现在有了机床测头之后,就有了另一种可选的方法。在机床上直接加工一个测量块,加工完后直接用光学测头接收器安装机床测头对加工块进行测量,通过建立运动学模型识别各项几何误差

人们通常将在线测量与在零售光学测头接收器坐标测量机 (CMM) 上进行尺寸测量(计量)时所使用的接触式测头联系起来。首次使用接触式测头是为了测量协和式飞机搭载的Rolls Royce Olympus发动机的复杂尺寸,以保证质量。事实上,光学测头接收器安装测头是精心设计的开关,在碰触到工件表面时就会产生触发信号,从而提供准确、可重复的几何数据。在整个生产过程中采集并查询此数据,有助于确保工件的一致性。准确—仅稍稍偏离或在标准可接受的范围内。精确(可重复)—在性能、执行或数量方面准确无误:准确或正确
目前,在机械生产中,许多制造企业对机械加工的各种加工工艺已经很熟悉了。以零售光学测头接收器数控机床测量为例,在数控机床加工前,习惯使用坐标测量仪等测量设备来测量机床。测量和调试工具和位置,完成数控机床加工后,将工件发送到质量检查部。质检部门测量工件的宽度、深度、高度、孔径、曲面等几何参数和工件的精度。确保光学测头接收器安装数控机床加工的产品符合生产标准。所以,当市场上有机械零件可以打破机床的生产模式,实现数控加工和测量一体化时,这些厂商基本持怀疑态度。




